|
  .png)
W przygotowaniu

nr 5-6(25-26) 2017
dostępny
po 29.12.2017
Wydanie aktualne

nr 3-4(23-24) 2017
dostępny w pdf, wydanie
flash
tutaj
Wydania
archiwalne
nr 1-2(21-22) 2017
dostępny w pdf, wydanie
flash
tutaj

nr 1-2(19-20) 2015
dostępny w pdf, wydanie
flash
tutaj
2014_miniatur.png)
numer 1(18) 2014
dostępny w pdf, wydanie
flash
tutaj
2013_sm.png)
numer 1(17)
2013
dostępny w pdf, wydanie flash
tutaj
_covsmall.gif)
numer 1(16) 2012
dostępny
w
archiwum
2011_cover_small_ok.gif)
numer 1(15) 2011
dostępny
w
archiwum
cov_small.gif)
numer 4(14) 2010
HD dostępny
w archiwum
2010_cover_sma.gif)
numer 3(13) 2010
HD dostępny
w archiwum
2010small.gif)
numer 2(12) 2010
dostępny
w archiwum
|
Wtorek, 1.12.2009 r.
W
kierunku zintegrowanych rozwiązań dla Narzędziowni
Konferencja dla narzędziowni, zorganizowana 5 listopada w
Hotelu Qubus w Katowicach przez Siemens, Siemens PLM Software
oraz Siemens IT Solutions and Services była poświęcona nowym
narzędziom ułatwiającym integrację działań przedsiębiorstwa
Autor: Robert
Przybylski
Podczas
trzygodzinnego spotkania zostały przedstawione najnowsze
rozwiązania gospodarki narzędziowej, ułatwiające zarządzanie
narzędziami i oprzyrządowaniem oraz nadzór nad parametrami
pracy obrabiarek CNC. Konferencja była bezpłatna i przybyło na
nią ponad czterdziestu specjalistów z różnych firm z całej
Polski.
Roman Korzus, Sales
Executive Siemens PLM Software, rozpoczął konferencję
prezentacją firmy Siemens PLM. Wskazał, że Siemens PLM jest
wyjątkowo dobrze przygotowana do wprowadzenia zintegrowanych
systemów zarządzania narzędziownią w powiązaniu z działami
technologicznymi. W 2008 roku oprogramowanie Teamcenter
stworzone przez Siemens PLM miało 56 tys. użytkowników (o 9
tys. więcej niż rok wcześniej) i było stosowane na blisko
sześciu milionach stanowisk (w jednym roku wzrost o 1,6 mln).
Według niezależnych badań oprogramowanie Siemens PLM jest
uważane przez użytkowników za najbardziej przyszłościowe.
Właśnie ta wysoka ocena klientów przyczyniła się do wzrostu
sprzedaży, która w 2008 roku sięgnęła 1,4 mld dolarów i po raz
pierwszy była wyższa od konkurencji. Oprogramowanie Siemens
PLM ma najwyższy w branży wskaźnik odnawialności kontraktów
opieki technicznej. – Stu największych klientów jest z nami od
osiemnastu lat – podkreślił Roman Korzus.
 Przechodząc
do głównego tematu spotkania, Sales Executive zauważył: – W
Teamcenter próbujemy połączyć pracę konstruktora z pracą
technologa i działami obróbki, łącznie ze sterowaniem
maszynami i zebraniem parametrów ich pracy. W Polsce liczba
sterowań, czyli komputerów zawiadujących pracą maszyny liczy
się w dziesiątkach tysięcy. Najbardziej skomplikowane maszyny
mają po kilka sterowanych osi obrotu, czyli jedna maszyna
wykonuje jednocześnie kilka operacji skrawania w wielu
stopniach swobody. W przypadku takich złożonych maszyn ważna
jest kontrola stanu narzędzi, aby kosztowną obrabiarkę jak
najlepiej wykorzystać. Siemens oferuje pomoc w gospodarce
narzędziowej, a dzięki oprogramowaniu kierownictwo zakładu
może skuteczniej planować wykorzystanie parku maszynowego,
wiedząc gdzie są poszczególne narzędzia i jaki jest ich
aktualny status. Przechodząc
do głównego tematu spotkania, Sales Executive zauważył: – W
Teamcenter próbujemy połączyć pracę konstruktora z pracą
technologa i działami obróbki, łącznie ze sterowaniem
maszynami i zebraniem parametrów ich pracy. W Polsce liczba
sterowań, czyli komputerów zawiadujących pracą maszyny liczy
się w dziesiątkach tysięcy. Najbardziej skomplikowane maszyny
mają po kilka sterowanych osi obrotu, czyli jedna maszyna
wykonuje jednocześnie kilka operacji skrawania w wielu
stopniach swobody. W przypadku takich złożonych maszyn ważna
jest kontrola stanu narzędzi, aby kosztowną obrabiarkę jak
najlepiej wykorzystać. Siemens oferuje pomoc w gospodarce
narzędziowej, a dzięki oprogramowaniu kierownictwo zakładu
może skuteczniej planować wykorzystanie parku maszynowego,
wiedząc gdzie są poszczególne narzędzia i jaki jest ich
aktualny status.
Sterowniki Sinumerik
Następnie
głos zabrał Tomasz Makselon z Siemens, z działu I DT
MCMT-Service, który przedstawił najnowsze sterowania CNC
SINUMERIK z rodziny solution line. Podkreślił, że Teamcenter
to nie tylko ułatwienie w komunikacji technologa z działem
konstrukcji, ale i pomoc w zarządzaniu zmianą, w tym wsparcie
pracy narzędziowni. Tomasz Makselon zaprezentował sterowanie
CNC SINUMERIK 840D sl przeznaczone do średniej i wysokiej
klasy maszyn wyposażonych do 31 osi/wrzecion, które może
kontrolować takie procesy jak toczenie, frezowanie, wycinanie,
zarządzanie manipulatorami oraz inne funkcje związane z
ruchem. Prostsze urządzenie, SINUMERIK 802D sl, nadzoruje
pracę obrabiarek o maksymalnie 5 osiach plus 1 oś PLC. Oba
sterowania mają pulpit operatorski (HMI – ang. Human Machine
Interface) z dużym ekranem o przekątnej od 10,4" do 15",
interfejs w języku polskim oraz otwartą architekturę HMI,
która umożliwia optymalne dopasowanie do funkcji maszyny.
Uczestnicy
konferencji mieli okazję praktycznie zapoznać się z
funkcjonalnością nowych sterowań CNC SINUMERIK solution line.
Makelson na koniec podkreślił, że Siemens dział I DT MC, jako
jedyny w branży ma rozbudowany serwis i magazyn części
zamiennych, który znajduje się w Bielsku-Białej.
Zintegrowane zarządzanie zasobami
W trzeciej
części Corsin Buerer, Manager Component Manufacturing
Solutions (Siemens PLM Software), opowiedział o zarządzaniu
zasobami w zintegrowanym środowisku projektowo-technologicznym
Teamcenter Resource Management. Wskazał, że Siemens PLM mający
13,5 procent światowego rynku, ułatwia bezproblemowe przejście
z obszaru projektowego w rzeczywisty świat maszyn, czyli
umożliwia płynne przeniesienie projektu i technologii ze
świata wirtualnego, zapisanego cyfrowo, do kontrolera
sterowanej cyfrowo obrabiarki. Program podpowiada np. które
maszyny i narzędzia są wolne lub ile ich jest w danym momencie
do dyspozycji. Teamcenter pozwala jednocześnie ocenić
efektywność wyboru – czy maszyna nie zniszczy się
przedwcześnie (przez np. zbyt dużą szybkość obróbki), czy nie
jest zbyt droga w stosunku do ceny obrabianej części lub czy
zapewni wystarczającą dokładność. Teamcenter umożliwia
zaplanowanie procesu przygotowania narzędzi i oprzyrządowania.
Zbliżenie technologii wytwarzania (CAM) do sterowania (mBOM)
podnosi jakość obrabianych powierzchni.
 Dotychczas
przejścia narzędzia były niesynchronizowane, a obrobiona
powierzchnia była wynikiem ekstrapolacji punktów. W
najnowszych rozwiązaniach Siemens PLM przejścia narzędzia są
synchronizowane, co skutkuje wyższą jakością powierzchni,
której punkty charakterystyczne zgadzają się z tymi założonymi
w CAD. Dotychczas
przejścia narzędzia były niesynchronizowane, a obrobiona
powierzchnia była wynikiem ekstrapolacji punktów. W
najnowszych rozwiązaniach Siemens PLM przejścia narzędzia są
synchronizowane, co skutkuje wyższą jakością powierzchni,
której punkty charakterystyczne zgadzają się z tymi założonymi
w CAD.
Corsin Buerer dodał,
że program NX CAM współpracuje z różnymi sterowaniami, nie
tylko Siemensa. Program przesyła także dane ze sterowania
obrabiarką do CAM, a dzięki temu technolodzy znają graniczne
punkty sterowania i mogą symulować obróbkę detalu wraz z
kinematyką obrabiarki CNC symulowaną z poziomu kodu
maszynowego (fizycznego programu sterującego parametrami pracy
obrabiarki). Symulacja kinematyki obróbki jest znaczącym
atutem – umożliwia technologom przeprowadzenie symulacji całej
kinematyki procesu na poziomie kodu danej maszyny, co pozwala
uniknąć błędów i kolizji. Ta wymiana informacji dzieje się w
czasie rzeczywistym, co umożliwia dobór parametrów pracy
obrabiarki w zależności od stanu narzędzi przy obróbce. Corsin
Buerer szacuje, że dzięki programowi Teamcenter warsztat
zredukuje czas ustawienia maszyny o 50-70 procent. Co ważne –
podkreślił prelegent – w fabrykach jest wiele interakcji, a
dużo problemów bierze się z pracy poszczególnych działów na
różnych bazach danych. Stąd wziął się pomysł połączenia danych
o produkcie (z CAD) z procesem technologii wykonania (CAM i
programy z centrów sterowanych cyfrowo) z zasobami (narzędzia,
uchwyty) oferowanymi przez całą fabrykę.
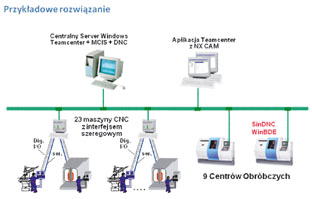
Dzięki temu wszyscy
w fabryce używają tego samego centralnego zasobu informacji,
który jest dostępny przez całą dobę. Zapewnia to optymalizację
wykorzystania oprzyrządowania poprzez harmonogramowanie
wykorzystania zasobów oraz natychmiastową lokalizację narzędzi
i przyrządów wraz z natychmiastową inwentaryzacją zasobów –
uwzględniając także wiele magazynków i maszyn. Wykorzystując
symulację i kontrolę wykorzystania narzędzi, pewna europejska
firma maszynowa zredukowała roczne wydatki na narzędzia o 20
tys. euro na maszynę.
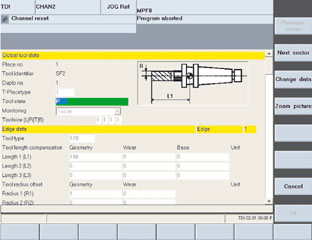
Współpraca programistów z narzędziownią
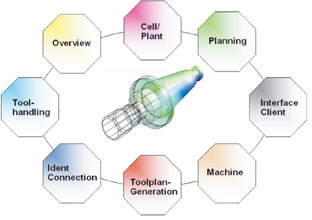
O współpracy
programistów CNC z narzędziownią (Tool Management – TDI) mówił
Mark Brehme z Siemens AG. Program TDI ma budowę modułową.
Podstawowy moduł nazywa się „Overview” i jest aktualną bazą
danych o stanie i lokalizacji narzędzi ze wszystkich
magazynów, także z podręcznych, podajników i tymczasowych.
Program pozwala na filtrowanie danych z podaniem specyficznych
warunków. Automatycznie uruchamia sygnalizację osiągnięcia
limitu czasu pracy przez dane narzędzie skrawające. Moduł
„Planowanie” pozwala zaplanować pracę jednej maszyny lub
całego zakładu. Program przygotowuje m.in. raporty różnicowe
dla narzędziowni, wskazujące ile i jakich frezów należy
przygotować dla planowanych procesów produkcji. Program pomaga
przewidzieć wyprzedzająco wykorzystanie narzędzi skrawających.
 Kolejny
moduł dostarcza informacji o wymaganych narzędziach dla danej
obróbki oraz dobiera odpowiednie maszyny. Dane dostarczane są
bezpośrednio z działu technologicznego, dzięki czemu unika się
pomyłek. Moduł nazwany „Cell/Plant” łączy wszystkie maszyny w
fabryce z centralnym serwerem, przez co fabryka jest
zarządzana jak pojedyncza jednostka. Ten moduł został z
powodzeniem wykorzystany m.in. przez austriacką fabrykę
silników BMW, która ma cztery linie każda po 200-250 maszyn
CNC. Kolejny
moduł dostarcza informacji o wymaganych narzędziach dla danej
obróbki oraz dobiera odpowiednie maszyny. Dane dostarczane są
bezpośrednio z działu technologicznego, dzięki czemu unika się
pomyłek. Moduł nazwany „Cell/Plant” łączy wszystkie maszyny w
fabryce z centralnym serwerem, przez co fabryka jest
zarządzana jak pojedyncza jednostka. Ten moduł został z
powodzeniem wykorzystany m.in. przez austriacką fabrykę
silników BMW, która ma cztery linie każda po 200-250 maszyn
CNC.
Moduł nazwany
„Maszyna” umożliwia zautomatyzowanie procesu administrowania
narzędziami. Moduł „Toolplan Generation” służy przygotowaniu
różnorodnych raportów. MCIS-DNS wspomaga zarządzanie kodem
numerycznym i obniża koszty przygotowania kodów sterujących
obrabiarkami. Zgodnie z zasadą najlepszych praktyk,
rozwiązanie ułatwia wykorzystanie powtórne kodów sterujących,
które sprawdziły się oraz pozwala na porównanie różnic
pomiędzy różnymi kodami sterującymi - na poziomie
programistycznym, czyli linii kodu sterującego parametrami
obróbki. Dodatkowo pozwala na redukcję kosztów przygotowania
oprogramowania i archiwizacji danych.
Etykiety RFID w narzędziowni
Dużym
zainteresowaniem gości cieszył się wykład Tomasza Bandury z
Siemens IT Solutions and Services o zarządzaniu narzędziownią
przy pomocy etykiet radiowych RFID. Etykiety RFID (Radio
Frequency Identification), zapewniają szybką i niezawodną
identyfikację elementu, która odbywa się podczas umieszczenia
etykiety w polu elektromagnetycznym. W odróżnieniu od kodów
paskowych nie wymagają kontaktu wizualnego. Wyposażone w
pamięć EEPROM umożliwiają przechowywanie dodatkowych
informacji bezpośrednio na znakowanym elemencie (na przykład
parametry czy dane jakościowe). Rozwiązanie zaproponowane
przez firmę Siemens wykorzystywane jest na świecie do
znakowania kilkuset tysięcy elementów, urządzeń czy narzędzi.
Ponad 25 letnie doświadczenie w zakresie wdrażania RFID oraz
jego permanentne udoskonalanie i rozwój, sprawiają, że
zaprezentowane rozwiązanie stanowi interesującą propozycję dla
klientów i partnerów biznesowych Siemensa.
Autor jest redaktorem dziennika „Rzeczpospolita”.
Więcej informacji na stronach Siemens PLM Software:
www.siemens.com/plm
Źródło:
Siemens PLM Software
|
dodaj komentarz | komentarze |
|
do strony
głównej |
|
Blog monitorowany
przez:

|





